นายธีรศักดิ์ ศรีมิตรรุ่งโรจน์
สามัญวิศวกร สาขาเครื่องกล (สก.4026)
กลุ่มวิจัยและพัฒนางานวิศวกรรมขนถ่ายวัสดุและโลจิกส์
(Research and Development of Materials
Handling and Logistics Engineering Laboratory Center : RD - MHLELC)
ภาควิชาวิศวกรรมขนถ่ายวัสดุและโลจิสติกส์
คณะวิศวกรรมศาสตร์
มหาวิทยาลัยเทคโนโลยีพระจอมเกล้าพระนครเหนือ
ส่วนประกอบของชุดใบสกรู
ชุดใบสกรูโดยทั่วไปจะสร้างขึ้นโดยการนำใบสกรูมาเชื่อมเข้ากับท่อ (Pipe) ส่วนปลายของท่อสกรูจะ ประกอบเข้ากับเพลาขับอีกข้างจะประกอบเข้ากับเพลาท้ายซึ่งจะนำไปสวมเข้ากับแบริ่งของชุดรางสกรู ลักษณะการติดตั้งส่วนประกอบของชุดใบสกรูและการปรับต่างเพื่อให้ใช้งานได้อย่างมีประสิทธิภาพสามารถ ออกสร้างตามลักษณะต่างดังนี้
1.1 เพลาขับ (Drive Shaft) เพลาขับของสกรูลำเลียงผลิตจากเหล็กคาร์บอนกลาง C-1045 ซึ่งมีเฉลี่ย ของแรงดึงที่รับได้ 112,000 PSI เส้นผ่าศูนย์กลางเหมาะสมกับระยะเผื่อของแบริ่ง รูของโบล์ทคัปปลิ้งถูกเจาะ

รูปที่ 1 : เพลาขับ (Drive Shaft)
1.2 เพลาสวมต่อ (Coupling Shaft) เพลาสวมต่อออกแบบเพื่อส่งผ่านการหมุนระหว่างเฉพาะสกรู ลำเลียงสองส่วนเข้าด้วยกันและจุดสำหรับชุดแขวนลักษณะพื้นฐาน 2 แบบ คือเพลามาตรฐาน สำหรับใช้กับ แบริ่งชุดแขวน และเพลาสวมต่อแบบปิดออกแบบสำหรับประยุกต์ใช้ในที่ไม่ต้องการ สิ่งที่ต้องระวังคือควรจะมี การทดลองใช้ เพลาสวมต่อถูกผลิตจากเหล็กคาร์บอนปานกลาง C-1045 ซึ่งสามารถทนต่อแรงดึงเฉลี่ยได้ 112,000 psi เพลาสแตนเลสจะสามารถทนแรงดึงได้เฉลี่ย 100,000 psi ซึ่งสามารถหาได้หลายชนิด รวมทั้ง 304 และ 316

รูปที่ 2 : เพลาสวมต่อแบบมาตรฐาน

รูปที่ 3 : เพลาสวมต่อแบบปิดออก
1.3 เพลาปลายสกรู (End Shaft) เพลาปลายถูกออกแบบให้เข้ากับส่วนสุดท้ายของสกรู มี 2 ชนิด พื้นฐาน สำหรับใช้กับปลายเพลาท่อและปลายเพลาชุดแขวนซึ่งใช้กับส่วนปลายของสกรูอย่างเดียวแบริ่งชุด แขวนที่ได้มาตรฐานอันหนึ่ง เพลาปลายสกรูสร้างจากเหล็กคาร์บอนต่ำ C-1045 ซึ่งสามารถทนแรงดึงได้เฉลี่ย 112,000 psi เพลาปลายสกรูอาจทำจากสแตนเลสก็ได้ซึ่งเพลาสแตนเลสสามารถทนแรงดึงได้เฉลี่ย 100,000 psi

รูปที่ 4 : เพลาปลายสกรูแบบมาตรฐาน

รูปที่ 5 : เพลาปลายสกรูแบบติดแบริ่งชุดแขวน
1.4 แบริ่งชู (Bearing Shoes) ทำจากไนลอน เทฟลอน ทองเหลืองและวัสดุอื่น ติดตั้งอยู่จุดกึ่งกลาง ระหว่างความยาวสกรูกับชุดแขวน เพื่อป้องกันใบสกรูไม่ให้เสียดสีกับรางและลดระยะห่างขอบใบสกรูกับราง ตำแหน่งในการติดตั้งแบริ่งชูได้ตลอดทั้งความยาวสกรูหรือเฉพาะจุดแต่ต้องไม่น้อยกว่า 1 ระยะพิช

รูปที่ 6 : แบริ่งชู
1.5 ก้านเหล็กเขี่ยวัสดุ (Breaker Pins) เป็นแท่งเหล็กคล้ายสลักเสียบบนเพลาสกรูที่ตำแหน่งช่อง ปล่อยวัสดุ ทำหน้าที่ช่วยให้วัสดุขนาดเล็กให้ไหลออกได้ง่าย

รูปที่ 7 : ก้านเขี่ยวัสดุ
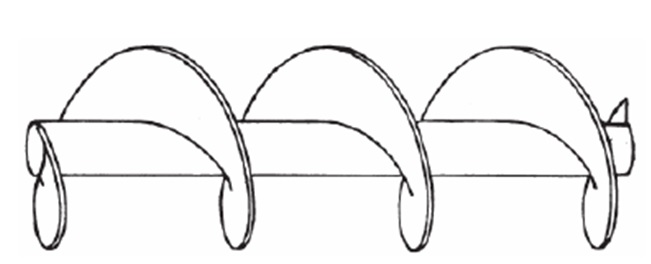
1.6 การเชื่อมใบสกรูแบบต่อเนื่อง (Continuous Welding of Screw Flights) เป็นการเชื่อมใบสกรูเพื่อ ป้องกันใบสกรูฉีกขาดในงานที่รับภาระหนักๆ โดยเชื่อมใบสกรูติดกับเพลาด้านเดียวหรือสองด้านก็ได้ จุดประสงค์เพื่อกำจัดช่องว่างระหว่างใบกับเพลาสกรู

รูปที่ 8 : การเชื่อมใบสกรูแบบต่อเนื่อง
1.7 การสวมต่อสกรูแบบปิด (Close Coupled Conveyor Screw) เป็นการสวมต่อสกรูสองตัวเข้า ด้วยกันโดยใช้โบล์ทยึดเข้าด้วยกัน ใช้ในการต่อระยะสั้น

รูปที่ 9 : การสวมต่อสกรูแบบปิด
1.8 แผ่นจานปิดปลายใบสกรู (End Disc On Conveyor Screw) จะมีขนาดเท่ากับใบสกรู อยู่ที่ ปลายทางของสกรูช่วยจ่ายวัสดุออกและยังทำหน้าที่เป็นซีลฝาปิดส่วนท้าย

รูปที่ 10 : แผ่นจานปิดปลายใบสกรู
1.9 การเชื่อมต่อสกรูด้วยเพลา (External Sleeves) แบบเพลาสวมเพลาใช้กับสกรูที่มีขนาดเพลา ต่างกัน เพื่อเพิ่มขนาดเพลาและขนาดโบล์ท

รูปที่ 11 : การเชื่อมต่อสกรูด้วยเพลา
1.10 แผ่นกวาดวัสดุ (Kicker Bars) ติดตั้งอยู่ที่ปลายเพลาด้านทางออกของวัสดุ ทำหน้าที่กวาดต้อน วัสดุให้จ่ายออกไปได้สะดวก

รูปที่ 12 : แผ่นกวาดวัสดุ
1.11 การเจาะรูยึดโบลท์เพิ่ม(Multiple Hole Drilling) การเจาะรูยึดโบลท์เพิ่มที่จุดสวมต่อเพลาทั้งที่ เพลาขับหรือเพลาท้ายนั้นจะเพื่อช่วยให้เพิ่มความสามารถในการรับแรงบิดได้ดีขึ้น

รูปที่ 13 : การเจาะรูยึดโบลท์เพิ่ม
1.12 การติดตั้งใบสกรูทิศทางตรงกันข้าม (Opposite hand flights) การติดใบสกรูทิศทางตรงข้ามกัน เข้าที่ส่วนท้าย สกรูมีระยะสั้นๆโดยประมาณจะออกแบบติดตั้งตรงจุดที่เลยช่องปล่อยวัสดุไปเพื่อช่วยดันวัสดุ กลับลงจุดปล่อยวัสดุ

รูปที่ 14 : ตั้งการติดใบสกรูทิศทางตรงกันข้าม
1.13 การแปลงขนาดเส้นผ่านศูนย์กลางใบสกรู (Odd diameter conveyor screws) การแปลงขนาด เส้นผ่านศูนย์กลางใบสกรู ในบางครั้งใบสกรูที่ทำการออกแบบอาจจะมีขนาดต่ำกว่าหรือมากกว่ามาตรฐาน ใบสกรูแบบมาตรฐานอาจมีขนาดใหญ่กว่าหรือน้อยกว่ารางหรือท่อ จึงต้องเปลี่ยนแปลงขนาดเส้นผ่าน ศูนย์กลางสกรูให้เหมาะสมกับท่อมาตรฐาน
รูปที่ 15 : การแปลงขนาดเส้นผ่านศูนย์กลางใบสกรู
1.14 ข้อต่อหมุนสำหรับเพลาสกรู (Rotary Joint For Conveyor Screw Pipe Shaft) เมื่อเพลาสกรู ถูกใช้ในที่ที่มีการเปลี่ยนอุณหภูมิร้อนหรือเย็น ข้อต่อหมุนจึงจำเป็นต้องนำมาใช้ในการเปลี่ยนแปลงอุณหภูมิ เพื่อส่งต่อไอน้ำหรือของเหลว

รูปที่ 16 : ข้อต่อหมุนสำหรับเพลาสกรู
1.15 ตัวสวมต่อเพลาแบบแยกใบกับเพลา (Split Flight Couplings) เป็นตัวสวมที่ใบกับเพลาถอด แยกออกจากกันได้อย่างอิสระ ทำให้สะดวกในการติดตั้งชุดแขวน

รูปที่ 17 : ตัวสวมต่อเพลาแบบแยกใบกับเพลา
1.16 ตัวสวมต่อเพลาแบบถอดประกอบสะดวก (Removable Key Conveyor Screw) เป็นการ ออกแบบตัวสวมต่อเพลาเพื่อให้ติดตั้งและถอดออกจากรางได้สะดวกมากขึ้น สามารถศึกษาได้จากตาราง CEMA

รูปที่ 18 : ตัวสวมต่อเพลาแบบถอดประกอบสะดวก
1.17 การเคลือบผิวหน้าใบสกรู (Hard Surfaced Screw Conveyor Flights) บางครั้งใบสกรูใช้ในการ ลำเลียงวัสดุมีความคม ทำให้ใบสกรูสึกหรอเร็ว ดังนั้นผิวหน้าสัมผัสของใบสกรูจึงต้องมีการชุบแข็ง เคลือบ สารเคมีเพื่อให้ทนทานต่อการสึกกร่อน

รูปที่ 19 : การเคลือบผิวหน้าใบสกรู
1.18 การเสริมขอบใบสกรู (Wear Flights or Shoes) เป็นแผ่นเหล็กเจาะรูยึดอยู่ที่ปลายใบสกรูด้วย โบล์ท เพื่อลดช่องว่างระหว่างใบสกรูกับราง ให้ขนถ่ายวัสดุได้ง่ายขึ้น

รูปที่ 20 : การเสริมขอบใบสกรู
ไม่มีความคิดเห็น:
แสดงความคิดเห็น